
{kind=link}
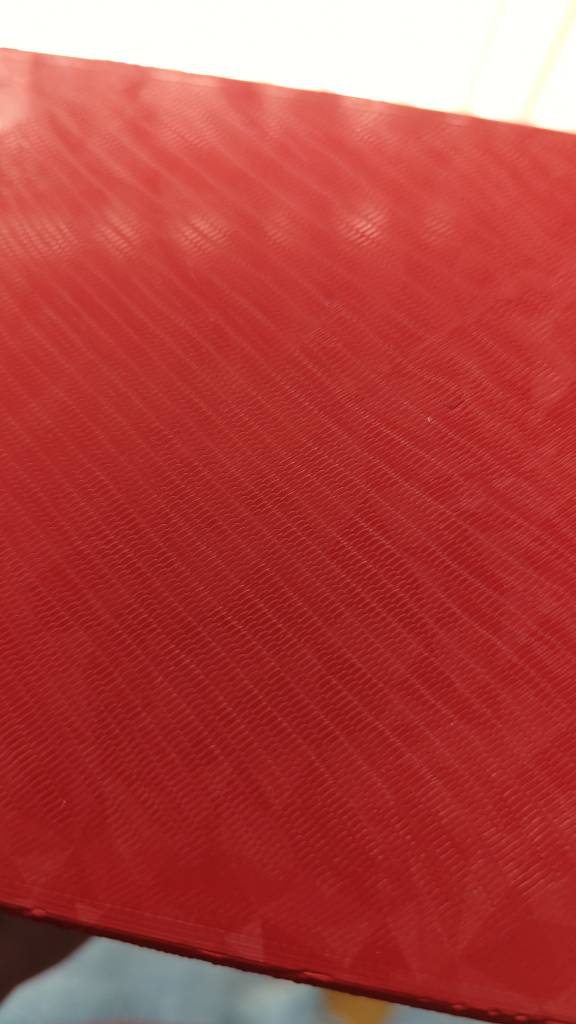
I’m printing with PLA on a “PEO” print bed (really a textured PEI), on my heavily modified ender 3, and there’s a pattern on the bottom of my first layer that I’m trying to get rid of. The top of the first layer looks fine, and changing the z offset in either direction doesn’t help. I’ve also tried slowing down the print speed because I thought the extruder might be skipping, but I’m still seeing it at 10mm/s. Any idea what could be causing it, and how to get rid of it?
Pic: https://sh.itjust.works/pictrs/image/31cd6cef-16de-47b3-995f-197f7d0b432d.jpeg
Edit: the first layer went down from the bottom left to the top right, but the pattern I’m seeing is perpendicular to the extruder path
It’s hot - 60 bed, 220 nozzle. I’ll try 40/200
I’d suggest taking it down to 210, 215. a bed at 60 should be normal. If you have one take an IR thermometer and read off a sheet of paper (or a 1-layer print. the thermometers aren’t so good at reading glossy surfaces.) IIRC, for most PLA’s the glass transition temperature is around 70 so 60 should be right there.
Glass transition is where the plastic begins to soften and be bendable/moldable.
40/200 looks the same as 60/220. I can try 60/210 but I don’t think it will be any different.
I tried printing a disk with the bed at 70c and it looks better. Going to try with it even higher. This sheet has a +0.350 z offset compared to my normal PEI sheet, so that might contribute to low heat conduction.
Careful. Too high and you will get failed prints. (Somewhere around the glass transition temp,)
For PETG that’s not that hot. On my i3 clone I was usually 70 bed and 230-235 nozzle. I would try a temp tower and do what looks best. Based on what you’ve said so far, temp does seem like a possible culprit.
This is PLA, I can’t get PETG to stick to the “PEO” bed plate.
Ah, sorry. That does sound a bit hot for PLA. I still suggest a temp tower. If you’re having bed adhesion issues, have you cleaned your bed with dish soap lately? Be sure to use only paper towel to clean/dry it - not a sponge or towel. If that’s impractical, I’ve found Windex to work better than IPA.